











Стандартизация в бережливом производстве позволяет закрепить лучший текущий способ выполнения операций, а стандартизированная работа – один из способов стандартизировать деятельность производственного персонала. Она позволяет сделать производство предсказуемым, улучшить качество продукции и увеличить производительность труда.
Это достигается за счёт того, что операции выполняются единым, понятным и проверенным способом. Как следствие, снижаются вариабельность и риски возникновения дефектов, сбоев и нарушений безопасности, а результаты меньше зависят от конкретных сотрудников.
Что такое стандартизированная работа на самом деле, почему это полезный инструмент – давайте разбираться!
Что такое стандартизированная работа?
Стандартизированная работа – это набор чётко определённых процедур, устанавливающих оптимальные методы выполнения каждой операции и последовательность действий оператора, гарантирующие безопасность и требуемое качество продукции. Иными словами – это лучший известный на сегодняшний момент способ выполнения работы, зафиксированный и воспроизводимый.
Ключевое слово здесь – «на сегодняшний момент».
Джеффри Лайкер (Jeffrey Liker), автор книги «Дао Тойота», определяет стандартизированную работу как «наиболее эффективную и результативную комбинацию людей, материалов и оборудования для выполнения работы, которая возможна в данный момент».

«Возможна в данный момент» означает: это сегодняшний лучший способ, который можно и нужно улучшать. Именно это принципиально отличает стандартизированную работу от привычного регламента «для проверяющего».
Стандартизированная работа – это необходимый этап внедрения бережливого производства, систематизированная организация эффективного производства.
Без этого инструмента невозможны эффективное производственное планирование и нормальная работа системы Канбан.
Зачем предприятию нужна стандартизированная работа
Представьте типичную картину на среднем производстве: одну и ту же операцию разные операторы выполняют по-разному.
Опытный токарь делает деталь за 52 секунды, новичок – за 78, а третий работает «как удобно» и иногда укладывается в 60, иногда – в 90.
Качество пляшет вместе со временем.
Плановый отдел не может нормально планировать, так как стабильного выпуска нет.
Почему так происходит?
Обычно на участке не определён единый лучший способ выполнения работы, а обучение сотрудников строится на передаче привычек, а не стандарта.
В результате каждый оператор выстраивает процесс по-своему – со своими приёмами, своими сокращениями пути и своими компромиссами.
Именно эту проблему и решает стандартизированная работа.
Цель стандартизированной работы – обеспечить безопасный и предсказуемый выпуск продукции требуемого качества в заданное время.
Конкретнее:
- Безопасность. Стандарт задаёт безопасный способ работы, а не только быстрый. Когда последовательность действий при работе с острой стружкой, тяжёлым инструментом или горячей поверхностью описана явно, и при обучении на это обращают внимание, вероятность производственной травмы снижается.
- Предсказуемость и управляемость. Когда все операторы выполняют операцию одинаково, руководитель может планировать выпуск, видеть отклонения и проактивно реагировать на них.
- Качество. Единый способ выполнения снижает разброс результата и риск дефектов. Невозможно стабильно выпускать качественную продукцию, если каждый работник делает работу по-своему.
- Обучение и передача опыта. Стандарт позволяет быстро вводить новых сотрудников и снижает зависимость производства от «звёзд» – незаменимых мастеров, которые единственные знают, «как правильно». Если лучший способ зафиксирован, его можно передать, его исполнение можно проверить.
- Выявление отклонений. Без стандарта невозможно увидеть, что что-то пошло не так. Стандарт создаёт норму и определяет условия для того, чтобы отклонения от правильного способа работы стали видимы всем.
Отдельно стоит подчеркнуть связь с планированием производства. Стандартизированная работа позволяет получить стабильный выпуск с заданным качеством в заданное время – именно то, что нужно плановику для составления реальных производственных программ.
Какие потери помогает сократить стандартизированная работа
Стандартизированная работа напрямую связана с устранением потерь.
Она фиксирует лучший известный способ выполнения операции и делает отклонения заметными. Когда последовательность действий, время цикла, стандартный запас и точки контроля определены, руководитель видит, где возникают ожидание, лишние движения, дефекты и перепроизводство.
Поэтому стандартизированная работа не просто описывает процесс, а создаёт основу для системного сокращения потерь ещё до детального анализа по видам.
Тайити Оно, один из создателей производственной системы Toyota, считал: «Мы научились проектировать системы, которыми мог бы управлять кто угодно – даже любители – с минимальной подготовкой. В этом и заключается суть стандартизированной работы». Иными словами, цель не в том, чтобы установить жёсткие рамки для людей, а в том, чтобы сделать процесс не зависящим от уровня мастерства конкретного человека.
Важно понимать: стандартизированная работа не устраняет потери одним фактом своего существования. Она делает потери видимыми – создаёт точку отсчёта, относительно которой становятся заметны любые отклонения и неэффективности. Без зафиксированной нормы невозможно точно определить, что является потерей.
| Вид потери | Как стандартизированная работа помогает |
|---|---|
| Лишние движения оператора | Стандарт фиксирует оптимальную траекторию движений и исключает ненужные перемещения |
| Ожидание | Точная синхронизация по времени такта устраняет простои между операциями |
| Дефекты | Единый способ выполнения снижает разброс качества |
| Избыточная обработка | Стандарт определяет только необходимые шаги |
| Перепроизводство | Стабильное время операций позволяет точно подстроиться к времени цикла, не позволяя производить «про запас» |
| Излишние запасы | Точное понимание производительности операции и малая вариабельность выпуска позволяют не нарабатывать запасы и не планировать излишки запуска «на всякий случай» |
| Лишняя транспортировка | Процесс стандартизации работы позволяет избавиться от нерациональных маршрутов перемещения |
| Нереализованный потенциал персонала | Вовлечение операторов в разработку позволяет находить дополнительные резервы и упрощает процесс внедрения новых стандартов |
Кайдзен и стандартизированная работа: роль в постоянных улучшениях
Джон Шук, старший советник Lean Enterprise Institute и первый американский менеджер в штаб-квартире Toyota в Японии, сформулировал суть этой связи так: «Тестом всех наших бережливых систем является ответ на вопрос, как хорошо мы интегрируем людей с процессом (социальное с техническим). Нигде это так близко не соединяется, как в формате взаимодействия стандартизированной работы и кайдзена.»
Это не случайная связь. Тайити Оно в разных источниках подчеркивал мысль о том, что стандарт – это основа кайдзен: сначала необходимо определить лучший стандарт, а затем непрерывно его улучшать.
Логика проста: чтобы улучшить процесс, нужно сначала зафиксировать его текущее состояние. Без этой точки отсчёта невозможно ни сравнить «до» и «после», ни убедиться, что изменение действительно улучшило ситуацию.
Именно поэтому стандартизированная работа и кайдзен – две стороны одной монеты:
- Стандарт фиксирует лучший известный способ и не даёт накопленным улучшениям «откатиться назад».
- Кайдзен постоянно исследует новые возможности улучшить этот стандарт.
- После каждого кайдзен-цикла новый, лучший способ работы снова становится стандартом.
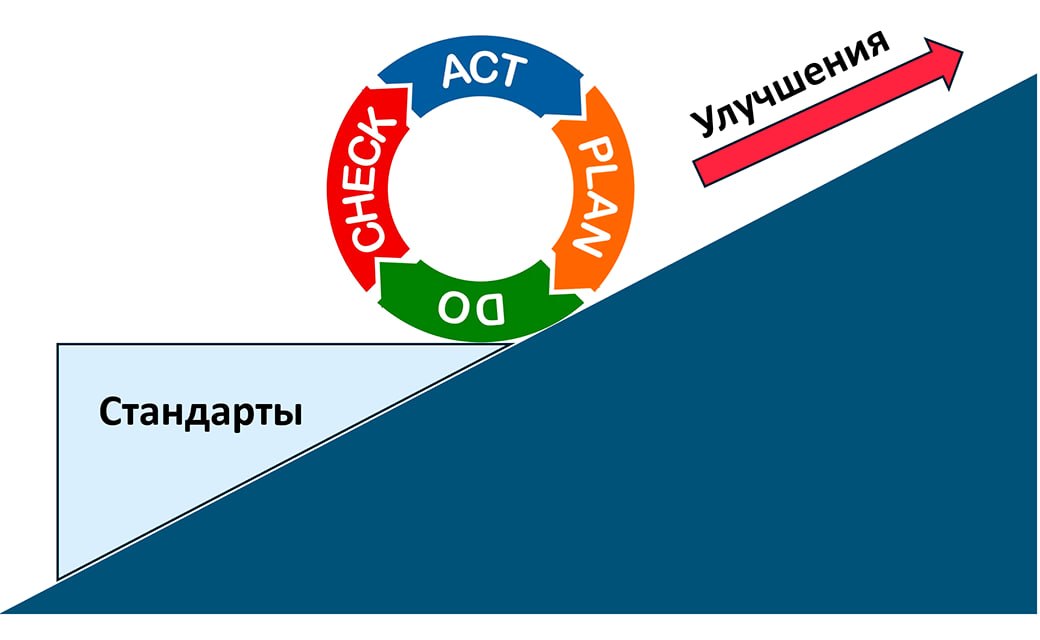
На практике это выглядит как цикл PDCA (Plan – Do – Check – Act):
- выявили отклонение или резерв →
- сформировали гипотезу →
- попробовали →
- оценили результат →
- зафиксировали новый стандарт →
- начали следующий цикл.
Производство без стандарта похоже на езду без одометра: вы двигаетесь, но не знаете, стало ли лучше.
Майк Ротер в книге «Тойота Ката» утверждает: «Процесс может либо улучшаться, либо ухудшаться… и лучший способ предотвратить откат назад – продолжать двигаться вперёд малыми шагами.
Более того – на конкурентных рынках топтаться на месте означает отставать…». Поэтому, в бизнесе следует исходить из простого правила: если вы сегодня не стали сильнее, значит стали слабее!
Из чего состоит стандартизированная работа
В основе Стандартизированной работы заложены три обязательных составляющих.
1. Производство по времени такта (Takt Time)
Время такта – интервал времени, устанавливающий темп выпуска единицы продукции, соответствующий необходимому темпу выпуска, например потребительскому спросу. Это «пульс» производства: он задаёт скорость работы, которая должна соответствовать требованиям клиента.
Формула расчёта:
Время такта = Доступное рабочее время за период / Объём заказа за период
Например: при одной смене длительностью 520 минут, с перерывами 65 минут и заказе 380 штук в сутки:
- Рабочее время: (520 − 65) × 60 = 27 300 секунд
- Время такта: 27 300 / 380 ≈ 72 секунды
Это означает: каждые 72 секунды одна единица продукции должна переходить на следующую стадию.
Есть ещё один похожий показатель: время цикла.
Время цикла – сколько реально занимает операция на производстве. Это фактически измеряемая величина: мы можем встать в конце конвейера с секундомером и засечь её.
Чтобы не запутаться, важно понимать: Время такта – расчётный показатель, который задаётся извне. Время цикла – внутренний показатель, который надо измерять с помощью секундомера.
Зачем они нужны?
Чтобы балансировать производительность.
Например, если у вас время цикла вдвое превышает время такта, значит, вам для обеспечения потребителя необходимо либо вводить вторую смену, либо ставить рядом такую же линию, либо придумывать что-то ещё для сокращения времени цикла.
2. Стандартная последовательность выполнения операций
Это повторяемая последовательность действий оператора – порядок и способы, которыми выполняются элементы операции, обеспечивающий безопасное, стабильное и качественное производство. Отсутствие чётко определённой последовательности приводит к нарушению технологии, разбросу во времени цикла и появлению брака.
3. Стандартный запас (Standard In-Process Stock)
Стандартный запас – это количество материалов (деталей, инструмента, оснастки), необходимое для постоянного поддержания производственного цикла. Это не «запас на всякий случай», а точно рассчитанная величина.
Стандартный запас рассчитывается исходя из времени такта, скорости логистики и пересчитывается при каждом изменении потребностей заказчика.
Какие документы используются для стандартизированной работы
Методика стандартизированной работы предполагает использование набора взаимосвязанных документов, которые заполняются последовательно – от наблюдения и хронометража к стандарту.
Именно так на практике работает метод стандартизированной работы: каждый бланк стандартизированной работы и каждая таблица стандартизированной работы нужны не для отчётности, а для принятия управленческих решений.

Хронометраж как основа
Прежде чем что-то стандартизировать, необходимо понять, как работа выполняется на самом деле.
Хронометраж – метод изучения затрат рабочего времени путём фиксации и замеров продолжительности выполняемых действий непосредственно на рабочем месте.
Объект наблюдения – квалифицированный оператор с достаточным опытом работы именно на этом месте.
Правила проведения хронометража:
- Познакомиться с оператором, объяснить цель наблюдения и расположить его к совместной работе
- Не отвлекать сотрудника во время измерений
- Провести не менее 10 замеров и зафиксировать все нештатные ситуации
- Анализировать колебания: большой разброс (разница между минимальным и максимальным временем) – сигнал о нестабильности операции
Цель усовершенствований – приблизиться к лучшему показателю времени, а не к среднему.
Именно наилучшее наблюдаемое время становится ориентиром для стандарта.
Основные документы стандартизированной работы
- Лист расчёта времени такта – документ для расчёта темпа работы, необходимого для выполнения требований заказчика. Содержит: количество смен, время смены, регламентированные перерывы, объём заказа.
- Подготовительный лист наблюдения – первичный инструмент хронометража. Фиксирует общее время цикла по нескольким замерам, причины колебаний и перечень рабочих элементов операции.
- Карта стандартизированной работы – графическое изображение расположения рабочих мест и маршрутов оператора. Отображает реальную схему движения, места проверки качества, места хранения запасов и зоны повышенной опасности. Помогает выявить лишние перемещения и получить предварительный стандарт.
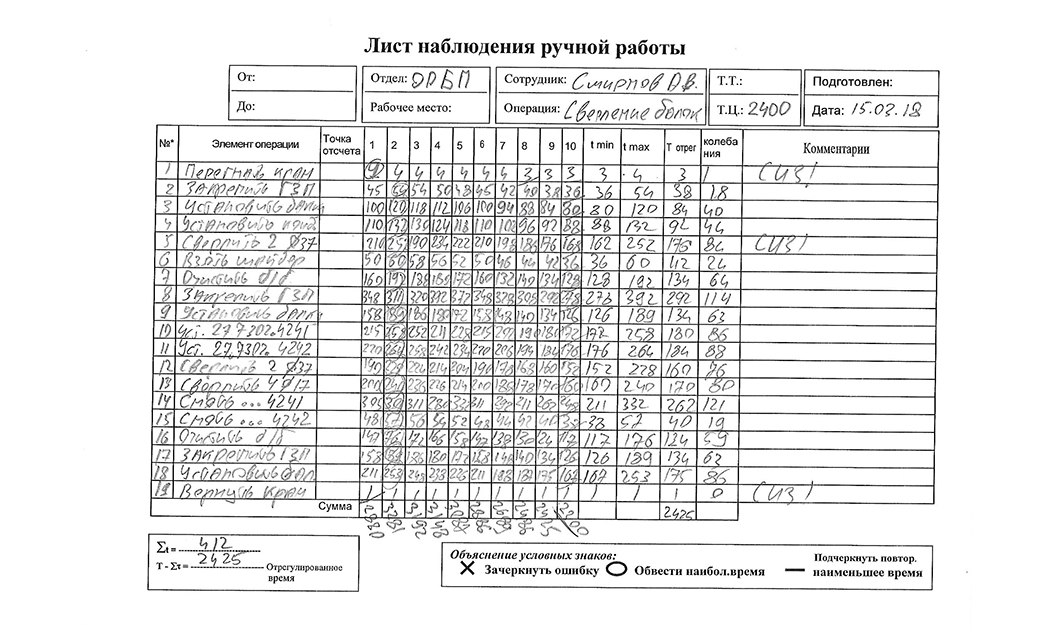
- Лист наблюдения ручной работы – поэлементный хронометраж с определением лучшего времени каждого элемента, колебаний и резервов снижения времени цикла.
- Лист наблюдения периодической работы – для операций, выполняемых не каждый цикл (замена инструмента, периодический контроль качества, уборка стружки). Позволяет учесть влияние периодической работы на загрузку оператора.
- Объединённая карта стандартизированной работы – совмещает время ручной работы оператора и время автоматической работы оборудования. Позволяет увидеть ожидание оператора во время работы станка и найти резерв для совмещения операций.
- Таблица сбалансированной работы – столбиковая диаграмма, отражающая загрузку каждого оператора относительно времени такта. Основа для выравнивания загрузки и расчёта оптимального количества операторов.
- Лист производственных возможностей – оценивает степень эффективности использования оборудования и рассчитывает требуемое количество единиц оборудования при существующей организации производства.
- Стандарт операционной процедуры – финальный документ, размещаемый на рабочем месте. Содержит последовательность шагов с указанием ключевых моментов, которые чаще всего связаны с обеспечением безопасности, качества и эффективности. Это именно тот документ, который оператор видит и использует в ежедневной работе.
Как внедрить стандартизированную работу на производстве
Внедрение стандартизированной работы – не разовый проект, а постоянный рабочий процесс. Понимают ли это все, кто берётся за её внедрение? К сожалению, нет. Именно поэтому попытки её внедрения заканчиваются иной раз красивым набором документов и нулевым эффектом.
Сама по себе стандартизация не является целью: она должна помогать решать конкретную проблему участка или потока. Её внедрение должно быть связано с задачами бизнеса и текущими ограничениями системы.
Проект надо формулировать по критериям SMART, уделяя особое внимание релевантности для бизнеса. Если линейный руководитель тратит время на разработку стандарта, предприятие должно понимать, какой именно эффект это даст для ключевых показателей. Это ключевое условие, при котором стандартизированная работа становится инструментом управления, а не формальным набором документов.
Внедрение стандартизированной работы должно начинаться с постановки цели: снижение вариабельности по производительности, скорости, качеству, улучшению безопасности… Вы должны чётко понимать, какой показатель вы планируете улучшить и каково его значение сейчас. Именно это улучшение является критерием успеха вашего проекта.
Когда цель проекта определена, дальнейшие действия представляют собой понятную и воспроизводимую последовательность шагов, доступную линейным руководителям после соответствующей подготовки.
Этапы внедрения. Механика внедрения стандартизированной работы предполагает следующую последовательность этапов:
Этап 1: Хронометраж и документирование процесса.
Этап 2: Анализ и разработка улучшений.
Этап 3: Разработка стандарта операционной процедуры.
Этап 4: Обучение персонала работе по стандарту.
Этап 5: Наблюдение за выполнением и выявление отклонений.
Этап 6: Совершенствование стандарта – обеспечение регулярного перехода к Этапу 1.
Важный принцип: если на производстве считают, что все улучшения уже сделаны и стандартизированная работа больше не меняется – это начало регресса. Стандарт – не финальная точка, а всегда временный лучший способ, ожидающий следующего улучшения.
Джон Шук приводит японскую поговорку: «Три года на камне» – это означает, что любой серьёзный навык требует около трёх лет глубокого изучения. Стандартизированная работа – не исключение: она требует терпения, дисциплины и времени.
На практике это означает следующее: если использование стандартизированной работы добавляет ценности вашему способу управления производством, выполнение проектов по данному направлению является неотъемлемой частью еженедельной или ежемесячной работы линейных руководителей на производстве: мастеров, бригадиров и старших смен.
А кстати, почему их, а не специально обученных специалистов из бюро по внедрению бережливого производства?
Ответ далее.
Типичные ошибки при внедрении стандартизированной работы
Стандартизированная работа часто приживается плохо не из-за технической сложности метода, а потому что усилие по изменению поведения требуется сразу, а польза от метода будет отложенная.
Кроме того, без ясной цели, поставленной по критериям SMART, участия руководителя и регулярного сопровождения даже качественно разработанный стандарт быстро превращается в формальность.
Проблемы неудачного внедрения стандартизированной работы лежат там же, где и проблемы при внедрении прочих инструментов бережливого производства: неправильные цели, непонимание сути и назначения инструментов, неправильные роли участников, неумение управлять коллективом. Но эта тема требует отдельной статьи, а мы остановимся на наиболее очевидных ошибках.
Ошибка 1: «Стандарт – это документ, а не поведение»
Самая распространённая ловушка – сделать стандарт ради стандарта: написать красивый документ, провести внутренний аудит, «закрыть» показатель. Лайкер предупреждает: главная задача – превратить стандарт в привычку, в новый устойчивый способ работы. Документ на стене не меняет поведение. Меняет – повторяющаяся практика с обратной связью от руководителя.
Стандарт, написанный только на основании техпроцесса и без наблюдения реальной работы, – это нормативный документ, а не стандартизированная работа. Настоящий стандарт создаётся на основе хронометража реального процесса и отражает фактическое выполнение операции с учётом реального оборудования, материалов и условий.
Когда сотрудники видят логику стандарта и свой вклад в его разработку, вероятность устойчивого соблюдения требований заметно возрастает.
Здесь начинает работать эффект IKEA, описанный М. Нортоном и соавторами из Harvard Business School: ценность результата для человека растёт вместе с его личным вкладом в создание этого результата. В нашем случае, если оператор помогает создать стандарт, он будет ему следовать и помогать улучшать далее с гораздо большей вовлечённостью.
Ошибка 2: «Внедрили – и забыли»
Стандарт перестаёт работать через несколько месяцев, если его не поддерживать ежедневно. Причины множество: текучесть кадров, изменения в оборудовании, незафиксированные улучшения, нарастающие «удобные» отклонения. Если исполнение стандарта не контролируется, он умирает.
Кроме того, стандарт – живой документ. Как только лучший способ работы будет найден, стандарт должен быть обновлён.
Ошибка 3: «Стандартизируем нестабильный процесс»
Стандартизированная работа требует определённых предусловий: операция должна иметь повторяемую последовательность действий; оборудование должно работать стабильно (частые незапланированные остановки делают стандарт бессмысленным); поставки материалов и комплектующих должны быть надёжными. Если процесс нестабилен – сначала нужно стабилизировать его окружение: производственную среду, ритмичность, квалификацию операторов и только потом стандартизировать.
Ошибка 4: «Путаем стандартизированную работу с рабочими стандартами»
Джон Шук особо подчёркивает: стандартизированная работа – это не то же самое, что рабочие стандарты (технические регламенты, технические условия (ТУ), требования к продукту, стандартные операционные процедуры (СОП). Стандартизированная работа – про способ выполнения операции конкретным человеком в конкретном темпе. Путаница приводит к тому, что предприятие формально «внедряет» стандарты, не получая ни одного из ожидаемых эффектов.
Ошибка 5: «Стандарты создают не те люди»
У инженеров из отделов и бюро по бережливому производству не хватит ни сил стандартизировать и поддерживать в актуальном состоянии всю базу этих стандартов, ни власти обеспечить выполнение стандартов операторами. Их задача – методическая: научить, проверить на отсутствие ошибок, помочь.
Производственный мастер должен организовывать работу участка, обеспечивать выполнение стандартов и поддерживать их актуальность. Создание и развитие рабочих стандартов – его прямая зона ответственности как руководителя первого уровня.
Роль руководителей в стандартизированной работе
Ни один инструмент бережливого производства не работает «сам по себе» – и стандартизированная работа не исключение. Тут так же, как и с 5С: проблема неспособности добиться порядка – это прежде всего проблема руководителя, а не метода.
Стандартизированная работа внедряется с целью улучшить систему производства на рабочем месте. Само собой это, разумеется, не происходит. Кто-то должен дать толчок. Эдвардс Деминг в одном из своих знаменитых 14 пунктов, определяющих обязанности менеджмента, указывал: «Постоянно и неотступно совершенствуйте систему производства и сервиса, чтобы улучшать качество и производительность и тем самым постоянно снижать затраты.».
Поэтому мастер сам должен:
- в достаточном объёме понимать стандарт;
- регулярно наблюдать за выполнением стандарта на рабочем месте;
- выявлять и устранять причины отклонений – не наказывать за отклонения, а разбираться в их природе;
- обучать операторов и принимать их предложения по улучшению.
И логику стандартизированной работы можно продолжить дальше: у лидера свой ежедневный цикл стандартизированной работы. Это линейные обходы, планёрки, работа с отчётностью и т.п. Но мы опять выходим за пределы статьи.
Следует учесть ещё одно обстоятельство.
Можно различать два типа бюрократии – принуждающую и обеспечивающую.
Первая использует формальные правила как средство контроля и принуждения к соблюдению.
Вторая – как средство помочь сотрудникам лучше овладеть своей работой и справляться с задачами.
Toyota удалось добиться второй модели – и это стало основой не только производительности, но и инновационного потенциала компании.
Кейс: как стандартизированная работа помогает сократить потери
Рассмотрим пример внедрения стандартизированной работы в рамках одного из наших проектов.
По соображениям конфиденциальности мы не используем реальные фотографии предприятия и изменили отдельные детали проекта.

Ситуация на производстве
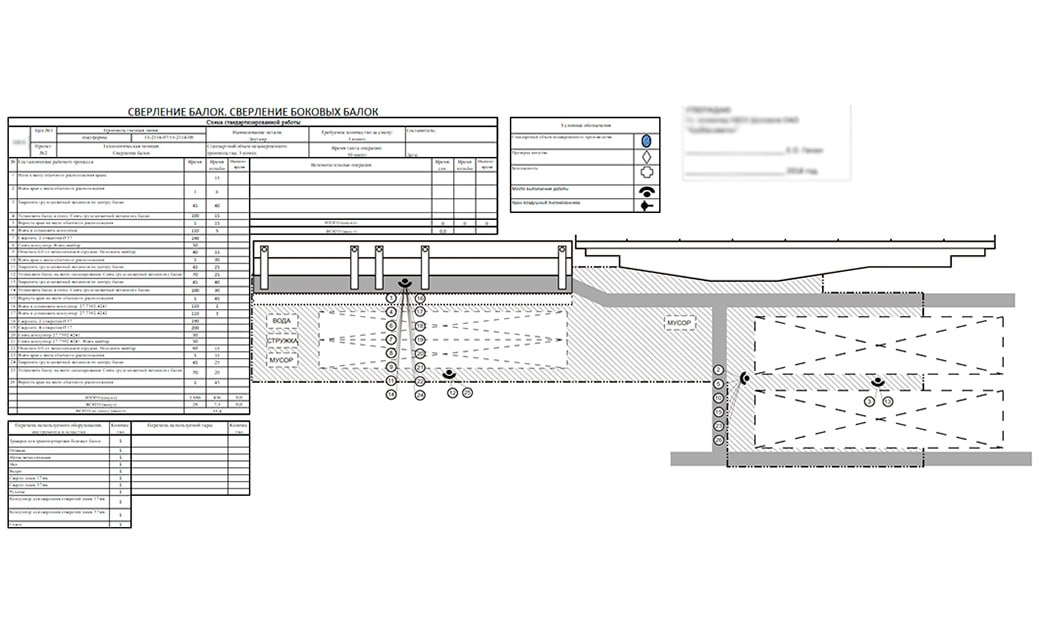
На производственной линии выполняется операция «Сверление балок». Для участка была рассчитана потребность: 3 балки в сутки. Доступное время – 2 часа (7200 сек.), с учётом использования этого оборудования в других операциях. Следовательно, расчётное время такта составляет 2 400 секунд на балку.
Хронометраж показал, что фактическое время цикла нестабильно и колеблется от 1 912 до 3 556 секунд при среднем значении 2 837 секунд, поэтому участок периодически не укладывался в такт и срывал план.
Выявленные проблемы при хронометраже и анализе
- Нарушения правил охраны труда – выполнение технологических операций без средств индивидуальной защиты (СИЗ).
- Лишний этап обработки. В процессе сверления выполнялось зенкование, которое для дальнейшей технологии фактически не нужно. (время потери: 356 секунд на цикл).
- Лишний переход за кондуктором. Для того, чтобы взять кондуктор, оператор каждый раз совершал переход к месту хранения в соседнее помещение, причём делал это при остановленном оборудовании (время потери: 211 секунд на цикл).
- Нестабильность времени цикла. Отсутствие стандарта по настройке станка. Режим сверления выбирался на глаз, причём разными операторами по-разному. Фактически режим часто не перенастраивался с предыдущей операции. (эффект в вариабельности – 368 секунд на цикл).
- Нестабильность времени цикла. Операторы каждый по-своему выполняли различные операции. (эффект в вариабельности – 257 секунд на цикл).
Ниже показана схема стандартизированной работы для операции по сверлению балок.
Результаты внедрения стандартизированной работы
| Показатель | Было | Стало |
|---|---|---|
| Выпуск, балок в сутки (потребность — 3) | 2 | 3 |
| Среднее время цикла, сек.* (такт — 40 минут или 2 400 сек.) | 47,3 мин. или 2 837 сек. (выше такта) | 35,5 мин. или 2 128 сек. (в пределах такта) |
| Вариабельность (разброс) времени цикла* | 27,4 мин. или 1 644 сек. | 9,7 мин. или 584 сек. |
| Безопасность | Нарушения применения СИЗ | Требования закреплены в стандарте и обучении, организован контроль |
| Операция зенкования | 356 сек. | 0 (исключена из технологии) |
| Переход за кондуктором | 211 сек. | 153 сек. (стеллаж приближен к станку) |
* с учетом периодической работы.
Этот пример иллюстрирует типичную ситуацию: значительная доля потерь была заложена в устоявшиеся рабочие привычки и воспринималась как естественная норма. Хронометраж и анализ в рамках стандартизированной работы позволили их выявить. При этом предложенные решения оказались достаточно простыми и не потребовали существенных вложений.
Заключение
Стандартизированная работа – не про ограничения и жёсткие рамки. Это про предсказуемость, управляемость и рост. Она даёт руководителю производства то, без чего невозможно ни управление, ни улучшение: устойчивую норму, от которой можно отталкиваться.
Без зафиксированного «лучшего текущего способа» любые улучшения либо не приживаются, либо невозможно доказать их эффект. Именно поэтому ГОСТ Р 56908-2016 рассматривает стандартизацию работы как системообразующий элемент бережливого производства.
Стандартизированная работа – способ решения проблем бизнеса, а не инструмент, который надо внедрить.
Разница принципиальная.
Компании, которые воспринимают стандартизированную работу как процесс достижения бизнес-целей, а не как самоценный проект, получают измеримые результаты: снижение дефектности, сокращение времени цикла, устойчивый выпуск, более быстрое обучение персонала и производство, которым можно управлять.
Частые вопросы (FAQ)
Что такое стандартизированная работа?
Стандартизированная работа – это набор процедур, устанавливающих оптимальные методы выполнения операций и последовательность действий оператора, гарантирующих безопасность и качество продукции. Это лучший известный на данный момент способ выполнения работы – зафиксированный, воспроизводимый и открытый для дальнейших улучшений.
Сколько стандартов надо внедрить?
Стандартизация – не цель, а инструмент: её задача – зафиксировать достигнутый уровень эффективности и создать основу для следующего шага улучшений. Норматива не существует, но здесь уместно применить принцип Парето: высоким уровнем стандартизации должно быть охвачено 20% операций, потребляющих 80% ресурсов: рабочего времени, материалов и иных дорогостоящих ресурсов.
В чём отличие стандартизированной работы от рабочих инструкций и регламентов?
Рабочие инструкции и регламенты описывают требования к продукту и процессу (что должно быть на выходе, какие допуски). Стандартизированная работа описывает способ выполнения операции конкретным оператором в привязке к темпу производства. Первые – нормативные, вторые – управленческие. Стандартизированная работа создаётся на основе хронометража реального процесса; рабочие инструкции могут быть написаны «из головы».
Что такое время такта и как его рассчитать?
Время такта – расчётный интервал, с которым производство должно выпускать единицу продукции, чтобы точно соответствовать потребительскому спросу. Формула: Время такта = Доступное рабочее время / Объём заказа за тот же период. Например: 27 300 секунд рабочего времени / 380 штук = 71,8 секунды. Время такта пересчитывается при изменении спроса или рабочего времени.
Что такое карта стандартизированной работы?
Карта стандартизированной работы – графический документ, на котором изображено расположение рабочих мест, маршруты движения оператора, места проверки качества, зоны безопасности и места хранения стандартных запасов. Карта отражает реальную схему работы – не идеальную, а существующую на момент наблюдения. На её основе выявляются лишние перемещения и формируется предварительный стандарт.
Что такое хронометраж операций и как его проводить?
Хронометраж – метод изучения затрат рабочего времени с помощью фиксации и замеров продолжительности элементов операции непосредственно на рабочем месте. Проводится на квалифицированном операторе, в реальных условиях работы, не менее 10 замеров (это требование статистической устойчивости измерений). Анализируются: лучшее время, колебания (разброс min–max), время на действия, не создающие ценность. Цель – не «средний показатель», а приближение к лучшему наблюдаемому времени.
Как стандартизированная работа связана с кайдзен?
Стандарт – это точка отсчёта для кайдзен. Без зафиксированного способа работы невозможно ни сравнить «до» и «после», ни убедиться, что улучшение реально работает. Тайити Оно утверждал: «Без стандартов не может быть кайдзена». После каждого улучшения новый способ работы фиксируется как стандарт – и цикл повторяется. Это и есть непрерывное совершенствование на практике.
Можно ли стандартизировать любую работу?
Не каждую. Стандартизированная работа применяется там, где операция имеет повторяемую последовательность действий и выполняется регулярно и стабильно. Если оборудование часто останавливается, поставки ненадёжны или последовательность операций хаотична – сначала нужно стабилизировать процесс. Инженерные, творческие и управленческие задачи с высокой неопределённостью стандартизируются иначе – через чек-листы, контрольные точки и критерии качества, а не через пошаговые инструкции.
Какие документы используют при стандартизированной работе?
В методике стандартизированной работы используется несколько взаимосвязанных таблиц и бланков: лист расчёта времени такта, подготовительный лист наблюдения, лист наблюдения ручной работы, лист наблюдения периодической работы, объединённая карта стандартизированной работы, таблица сбалансированной работы, лист производственных возможностей. Каждый документ решает конкретную задачу – от хронометража до разработки стандарта.
Финальный документ, размещаемый на рабочем месте – стандарт операционной процедуры.
Источники:
- Jeffrey Liker “Standardized Work is a Goal To Work Toward, Not a Tool to Implement”
- John Shook, “Five missing pieces in your standardized work”
- John Shook, “How Standardized Work Integrates People with Process”
- Michael I. Norton, Daniel Mochon, Dan Ariely “The IKEA effect: When labor leads to love.”
- Paul S. Adler, Bryan Borys “Two Types of Bureaucracy: Enabling and Coercive”, Administrative Science Quarterly (1996)
- Taiichi Ohno, “The Birth of Lean”
- Э. Деминг «Выход из кризиса»
- М. Ротер, «Тойота Ката».