




Представьте, что каждое утро вы приходите на производство, открываете кран — и часть воды, за которую вы платите, просто утекает в никуда. Не потому, что трубы сломаны. Не потому, что кто-то специально делает вам плохо. Просто так устроена система. Именно так работают потери на большинстве производственных предприятий: они не кричат о себе, не отображаются отдельной строкой в отчете о прибылях и убытках. Они просто есть — в виде лишних движений оператора, деталей, ждущих своей очереди, продукции, месяцами стоящей на складе, и переработок, ставших привычной частью рабочего ритма.
Потери в бережливом производстве (по-японски — муда, muda) — это любые действия и ресурсы, которые потребляют деньги, время и силы людей, но не создают ценности для клиента. Тайити Оно, отец Производственной системы Toyota (TPS — Toyota Production System), выделил семь классических видов потерь; позднее в западной школе Lean был добавлен восьмой, связанный с неиспользованным потенциалом сотрудников. Эти 8 видов потерь — универсальный язык, на котором сегодня говорят бережливые производства по всему миру: перепроизводство, ожидание, излишняя транспортировка, избыточная обработка, излишние запасы, лишние движения, дефекты и переделки, неиспользованный потенциал людей.
Мы занимаемся внедрением бережливого производства уже много лет, и часто, когда мы начинаем работу с новым предприятием, руководители говорят примерно одно и то же: «У нас, конечно, есть проблемы, но в целом все работает нормально». Потом мы идем в цех, смотрим своими глазами — и обнаруживаем, что «нормально», по нашему опыту, может стоить компании от 15 до 40% потенциальной прибыли.

Эта статья — системный разбор того, что такое потери в производстве, какие виды потерь выделяют в бережливом производстве и как с ними работать. Мы пройдем всю цепочку: от теоретической базы и потерь первого и второго рода — к инструментам поиска (Гемба, VSM, диаграмма спагетти, хронометраж), методам анализа коренных причин (5 Почему, диаграмма Исикавы) и, наконец, к реальному кейсу: как мы работали с производством сахарной пасты и какие результаты получили за 8 месяцев.
Сущность производства — создание ценности
Производство — это процесс преобразования входящих ресурсов в продукт, который имеет ценность для клиента. Клиент платит за ваш продукт потому, что ценность, которую он получает, для него выше той суммы, которую он отдает. Это фундаментальная логика любого бизнеса. Производственное предприятие будет устойчивым, если его расходы ниже, чем та цена, которую готов платить клиент, и ниже, чем расходы конкурентов, выпускающих аналогичную продукцию. Первое условие — вопрос выживания. Второе — вопрос устойчивого развития.
Что такое потери в бережливом производстве
Когда мы смотрим на расходы, часть из них напрямую создает ценность для клиента: материалы, из которых сделан продукт, обработка, которая придает ему нужные свойства, иногда — упаковка, которую клиент ожидает. За все это клиент готов платить — осознанно или нет. Но есть другая часть расходов, которая к созданию ценности отношения не имеет. Вот это и есть потери — то, что Тайити Оно в своей классификации обозначил как муда.
Ключевое слово здесь — «ценность для клиента». Не ценность с точки зрения технолога, не ценность с точки зрения менеджера по качеству, не ценность с точки зрения руководителя производства. Именно клиент, в конечном счете, определяет, за что он платит. И все, что не входит в это определение — потери. Поэтому, разматывая клубок поиска и устранения потерь, важно начинать от клиента.
Не все потери можно устранить: потери I и II рода
Прежде чем переходить к классификации, важно понять: потери потерям рознь. В практике бережливого производства принято различать два рода потерь.
Потери I рода — это действия, которые не создают ценности, но без
которых производство не может обойтись при существующих условиях. Их нельзя просто взять и устранить, не меняя системы. Примеры: уборка и санитарная обработка производственных помещений, обязательная отчетность и документооборот, предусмотренный регуляторными требованиями, плановое техническое обслуживание оборудования. Клиент за это не платит, но без этого производство либо остановится, либо нарушит закон.
Потери II рода — это действия, которые не создают ценности и которые можно устранить без коренной перестройки системы. Именно они являются главной целью бережливого производства. Примеры: дефекты, которые возникают из-за нарушения регламента; ожидание оператора, вызванное неудачной планировкой рабочего места; лишние транспортные перемещения из-за того, что склад расположен далеко от цеха.
Почему это разграничение важно на практике? Потому что оно напрямую влияет на приоритизацию. Нет смысла тратить силы на потери I рода — их можно только минимизировать, и то лишь через изменение самой системы. Потери II рода — вот настоящий ресурс для роста. Именно с них начинается работа.
Невозможно создать идеальное производство без потерь так же, как невозможно сварить суп, не потеряв ни одной калории тепла. Задача не в том, чтобы достичь идеала, а в том, чтобы быть лучше конкурентов в выявлении и устранении потерь II рода. Компания, которая делает это систематически, получает более низкую себестоимость, более высокую маржинальность и ресурс для развития, которого нет у тех, кто просто «работает как работается».
8 видов потерь в бережливом производстве
Тайити Оно в своей Производственной системе Toyota (TPS) первоначально выделил семь видов потерь — так называемые nanatsu no muda. Позднее, на рубеже девяностых-двухтысячных годов, в среде западной школы Lean, как результат эволюции концепции потерь, был добавлен восьмой вид, связанный с человеческим потенциалом. Сводная таблица всех восьми видов потерь с типичными симптомами и контрмерами приведена ниже; затем разберем каждый из них подробно.
| № | Вид потерь | Типичные симптомы | Основные контрмеры |
|---|---|---|---|
| 1 | Перепроизводство | Производство партиями больше спроса, выпуск «про запас», большие запасы НЗП | Just-in-Time, канбан, хейдзунка |
| 2 | Ожидание | Остановки потока, простои людей и оборудования, ожидание материалов и решений | Хейдзунка, SMED, многостаночное обслуживание, система вытягивания |
| 3 | Излишняя транспортировка | Лишние перемещения материалов между участками и складами | Перепланировка, ячеечное производство, потоковые линии |
| 4 | Избыточная обработка | Точность выше требований клиента, дублирующий контроль, лишние согласования | Функционально-стоимостный анализ, пересмотр внутренних требований |
| 5 | Излишние запасы | Избыточное сырье, незавершенное производство и готовая продукция на складах | Вытягивающие системы (канбан), уменьшение партий, SMED |
| 6 | Лишние движения | Поиск инструмента, лишние шаги, наклоны и повороты оператора | 5S, стандартизированная работа, эргономика рабочего места |
| 7 | Дефекты и переделки | Брак, переделки, доводки, рекламации и возвраты от клиентов | Jidoka, poka-yoke, анализ коренных причин (RCA) |
| 8 | Неиспользованный потенциал людей | Идеи и опыт операторов не собираются и не внедряются | Система предложений (Teian), Obeya, Daily Management System |

1. Перепроизводство — «мать всех потерь»
Тайити Оно называл перепроизводство самым критичным видом потерь. Его суть — производить больше, раньше или быстрее, чем требует следующий процесс или конечный клиент.
Почему именно — «мать»? Потому что перепроизводство автоматически порождает другие потери. Произвели лишнего — значит, это лишнее нужно где-то хранить (запасы), куда-то перемещать (транспортировка), учитывать (лишняя работа). А пока оно хранится, либо перемещается между складами — повышается риск повреждений (дефекты). И что еще важно — перепроизводство буквально прячет остальные проблемы — брак, задержки, простои, при этом замораживая ресурсы предприятия.
Типичные примеры перепроизводства:
- Выпуск продукции партиями, продиктованными возможностями оборудования, а не реальным спросом. Станок работает эффективнее при загрузке 500 единиц? Значит, запускаем 500 — даже если заказано 200.
- Производство «про запас» — на случай, если вдруг придет большой заказ.
- Выпуск продукции до того, как от клиента поступил или был оплачен заказ.
Контрмеры: система Just-in-Time, канбан, хейдзунка (выравнивание производства).
2. Ожидание — паузы в потоке создания ценности
Ожидание — это любая остановка потока создания ценности: момент, когда материал, заготовка, заказ или информация перестают двигаться к клиенту и начинают просто ждать. Деталь ждет обработки в очереди перед станком. Партия ждет результатов контроля качества. Заказ ждет согласования. Сборочный участок ждет комплектующих. Каждая такая пауза — время, за которое клиент уже заплатил, но ценность еще не получил.
Простои людей и оборудования — это видимое проявление ожидания, но не его суть. Когда поток останавливается, оператор ждет станок, станок ждет деталь, линия ждет устранения поломки, бригада ждет решения мастера. Источников остановок много: несбалансированность операций (одна быстрее другой), долгие переналадки, поломки, дефицит материалов, узкие места согласований. Каждая такая остановка удлиняет производственный цикл и замораживает капитал в незавершенном производстве.
Ожидание особенно коварно тем, что в производственных культурах, где считается: если оператор «при деле» — значит все идет хорошо, видимых простоев может и не быть. Операторы приспосабливаются — даже неосознанно маскируют ожидание имитацией работы. Хронометраж рабочего дня нередко показывает, что значительная часть времени состоит именно из ожидания: завершения цикла, прихода мастера, доставки деталей, устранения неполадки.
Контрмеры: балансировка потока, хейдзунка (выравнивание производства), SMED (быстрая переналадка), многостаночное обслуживание, TPM (всеобщий уход за оборудованием) для снижения внеплановых простоев.
3. Транспортировка — движение, за которое никто не платит
Транспортировка — это любое перемещение материалов или продукции, которое не связано с их преобразованием. Клиент платит за то, что деталь приобретает нужные свойства. Он не платит за то, что ее перевезли с одного склада на другой и обратно.
Каждый раз, когда материал поднимают, перемещают, складируют или перекладывают без добавления ценности — это потери. И речь идет не только о деньгах на транспорт: каждое лишнее перемещение — это риск повреждения, риск путаницы, потеря времени производственного цикла.
Источник транспортных потерь чаще всего — неоптимальная планировка производственных помещений, либо неправильно выстроенная логистика. Цеха расположены далеко друг от друга. Склад сырья — на другом конце здания. Промежуточное хранение — между каждым этапом обработки. Все это складывается в сотни метров, а то и километры лишних перемещений материалов каждый день.
Контрмеры: перепланировка, ячеечное производство, потоковые линии, устранение промежуточных складов.
4. Избыточная обработка — делать лучше, чем нужно
Этот вид потерь, пожалуй, самый неочевидный. Избыточная обработка — это выполнение работ сверх требований клиента или спецификации. Полировка поверхности там, где этого не требуется. Точность изготовления детали выше, чем диктует конструкторский допуск. Дублирующие проверки качества, каждая из которых не добавляет новой информации. Сложные системы согласований, появившиеся по историческим причинам и давно утратившие смысл.
Парадокс в том, что избыточная обработка часто воспринимается как достоинство: «мы делаем все идеально». Но «идеально» с точки зрения производителя и «то, что нужно» с точки зрения клиента — разные вещи. Если клиент покупает деталь с допуском ±0,5 мм, а вы производите ее с допуском ±0,1 мм, тратя на это дополнительное время и ресурсы — это потери. Клиент за эту точность не платит.
Контрмеры: функционально-стоимостный анализ (value engineering), пересмотр внутренних требований с учетом клиентской точки зрения, упрощение процессов.
5. Излишние запасы — замороженные деньги и спрятанные проблемы
Запасы — это любое избыточное хранение: сырья, незавершенного производства (НЗП) или готовой продукции. Запасы кажутся безопасным решением: «на всякий случай», «чтобы не остановить производство», «чтобы быстрее отгрузить клиенту». На деле же запасы — это прямые потери.
Во-первых, запасы замораживают деньги. Сырье, лежащее на складе, — это оборотный капитал, который не работает. Готовая продукция, ждущая отгрузки, — деньги, которые компания уже потратила, но еще не получила.
Во-вторых, запасы занимают пространство и требуют управления. Это аренда, персонал, учет, риски повреждения и устаревания.
В-третьих, и это самое важное: запасы прячут проблемы. Если между двумя этапами производства накоплен большой буфер НЗП, никто не замечает, что первый этап работает нестабильно. Если на складе месяц лежит запас сырья, никто не замечает, что поставщик периодически срывает сроки. Запасы — это обезболивающее, которое устраняет симптом, но маскирует болезнь.
Контрмеры: вытягивающие системы (канбан), уменьшение партий, сокращение времени переналадки, выравнивание производства.
6. Лишние движения — потери, которые видны только если смотреть
Лишние движения — это любые действия оператора, не добавляющие ценности: лишние шаги, наклоны, повороты, поиск инструмента, перекладывание деталей. Важно не путать с транспортировкой: транспортировка — это движение материалов, лишние движения — это действия людей.
Этот вид потерь уходит корнями в исследования движений Фрэнка и Лилиан Гилбрет — пионеров научной организации труда начала XX века. Они разработали систему элементарных действий (therbligs), позволяющую анализировать работу оператора с точностью до микродвижений. В TPS этот анализ лег в основу стандартизированной работы.
На практике лишние движения обнаруживаются, когда просто внимательно наблюдаешь за работой оператора: инструмент расположен вне рабочей зоны — значит, нужно тянуться. Документация — на другом конце цеха — значит, нужно идти. Деталь неудобно зафиксирована — значит, нужно ее перехватывать. Все это секунды, которые превращаются в часы на протяжении смены.
Контрмеры: 5S, стандартизированная работа, эргономичная организация рабочего места, оптимизация размещения инструмента и материалов.
7. Дефекты и переделки — самые очевидные и самые дорогие потери
Дефект — это продукция, не соответствующая требованиям. Каждый дефект означает потери материалов, времени и труда, затраченных на его производство. Плюс — затраты на переработку или
утилизацию. Плюс — риск того, что дефект доберется до клиента, а за этим последуют рекламации, возвраты и репутационный ущерб.
Дефекты особенно болезненны, потому что к тому моменту, когда они обнаруживаются, в них уже вложена значительная часть стоимости продукта. Обнаружить дефект сразу после изготовления — относительно дешево. Обнаружить его после финальной сборки — дорого. Обнаружить его у клиента — может быть катастрофически дорого. Коварство дефектов в том, что они нередко воспринимаются как неизбежность: «у нас специфическое производство», «сырье всегда немного разное», «оборудование старое». На деле же за большинством хронических дефектов стоят конкретные устранимые причины — и мы разберем, как их находить.
Контрмеры: встроенное качество (Jidoka), защита от ошибок (poka-yoke), контроль у источника, методология анализа первопричин (RCA).
8. Неиспользованный потенциал людей — восьмая потеря
Этот вид потерь добавил Джеффри Лайкер, и он существенно отличается от семи остальных. Речь о ситуации, когда опыт, знания и идеи сотрудников не используются. Когда человека рассматривают исключительно как исполнителя функции — не как источник идей и улучшений. Оператор, который каждый день выполняет одну и ту же операцию, видит ее детали лучше, чем любой технолог или консультант. Он знает, где «что-то не так», где процесс дает сбои, где есть очевидное, но незамеченное руководством улучшение. Если эти знания не востребованы — это прямые потери.
Чаще всего эта потеря возникает не из злого умысла, а из организационной культуры. Формальные ящики для предложений, в которые никто не смотрит. Собрания, где сотрудники молчат, потому что знают: ничего не изменится. Отсутствие механизмов, которые превращали бы идею рабочего в реальное улучшение.
Контрмеры: система предложений (Teian), визуальное управление (Obeya), система ежедневного менеджмента (Daily Management System, DMS).
Как искать потери: от наблюдения к данным
Итак, мы понимаем, что потери есть. Мы знаем, как они называются. Но как их найти на конкретном производстве?
Здесь важно сразу обозначить одну ловушку: сотрудники предприятия
нередко не видят потерь — не потому, что они невнимательны или некомпетентны, а потому что потери стали частью привычного ритма. То, что делается каждый день, перестает восприниматься как проблема. В этом смысле взгляд со стороны — будь то консультант или коллега с другого участка — бывает чрезвычайно ценен.
Шаг 1: Гемба — идти туда, где создается ценность
Гемба (現場) означает буквально «место действия» — место, где выполняется работа. Первый и обязательный шаг — пойти в цех и смотреть. Не через отчеты, не через показания руководителей, а непосредственно на рабочем месте.
Наблюдение в Гемба — это не формальный обход. Это внимательное, терпеливое наблюдение за тем, как реально выполняется работа: куда ходят операторы, чего они ждут, что перекладывают, что ищут, что делают «на всякий случай». Именно здесь становятся видны потери, которые никогда не отобразятся ни в каком отчете.
Параллельно — интервью с сотрудниками. Люди, ежедневно выполняющие операции, хорошо знают, где возникают сложности. Ключевое условие — создать атмосферу, в которой можно говорить о проблемах без страха последствий. Иначе вместо честного разговора вы получите протокол правильных ответов.

Шаг 2: Визуализация процессов
После первичного наблюдения — визуализация. Несколько инструментов, которые мы используем:
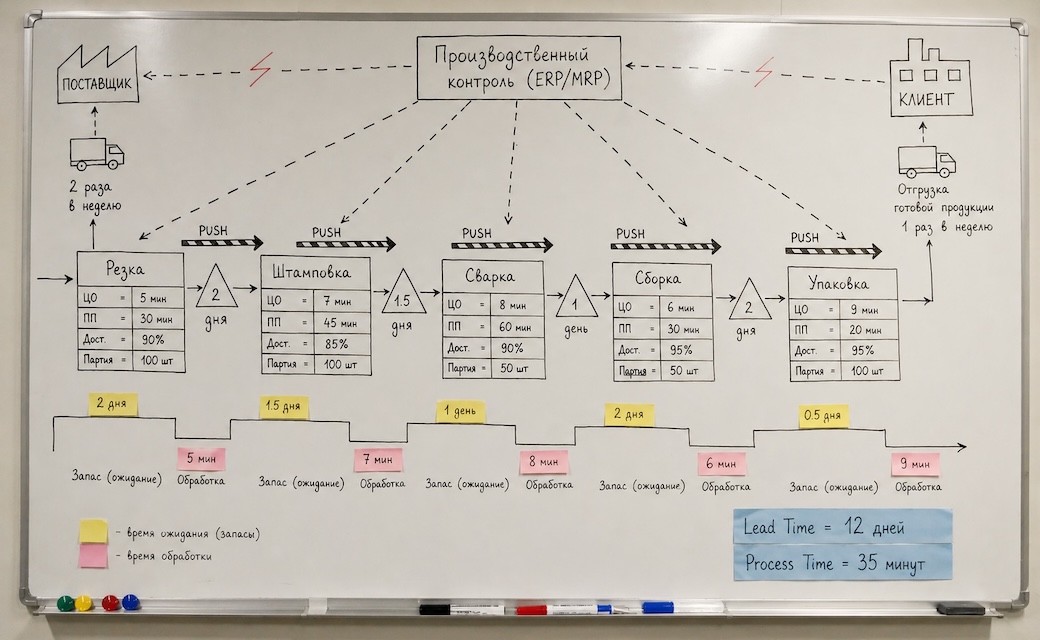
Карта потока создания ценности (VSM, Value Stream Map) — позволяет увидеть весь поток производства от сырья до готовой продукции: где создается ценность, где материал просто ждет, каково время цикла каждого этапа, каковы запасы между этапами. VSM — один из самых мощных инструментов для системного взгляда на потери.
Диаграмма спагетти (Spaghetti Diagram) — графическое отображение маршрутов движения операторов или материалов. Берете план цеха и рисуете реальные маршруты в течение смены. Результат нередко выглядит именно как спагетти — и именно тогда становится очевидно, сколько лишних метров проходит каждый оператор каждый день.
Схема материального потока (Material Flow Diagram) — аналог диаграммы спагетти, но для движения материалов.
BPMN (Business Process Model and Notation) — детальная карта бизнес-процессов, полезна там, где нужно зафиксировать разветвленную логику принятия решений.
Шаг 3: Структурированные наблюдения и хронометраж
После первичного анализа появляется список гипотез о потерях. Их нужно проверить данными. Здесь в ход идут:
- Хронометраж — измерение фактического времени выполнения операций. Позволяет обнаружить разброс между операторами, между сменами, между партиями.
- Контрольные листы — структурированная фиксация наблюдений: сколько раз за смену оператор ходит на склад, сколько деталей отправляется на переработку, сколько минут простаивает оборудование. Составляются под конкретную гипотезу для сбора данных.
Шаг 4: Анализ и приоритизация
Получив данные, структурируем их по значимости. Диаграмма Парето — незаменимый инструмент: как правило, 20% причин дают 80% потерь. Нет смысла одновременно бороться со всем. Нужно выделить несколько потерь, которые дают наибольший эффект, и сосредоточиться на них.
Анализ коренных причин: не лечить симптомы
Когда потери выявлены и приоритизированы, есть соблазн немедленно перейти к решениям. Это одна из самых распространенных ошибок. Предположим, обнаружили дефекты на выходе — и решили добавить еще один пост контроля качества. Дефектов у клиента стало меньше. Потерь от переработки — не стало. Потому что дополнительный контроль не устраняет причину дефекта, а лишь ловит его последствия.
Прежде чем переходить к решениям, особенно для сложных и повторяющихся потерь, необходим анализ коренных причин (Root Cause Analysis, RCA). За каждой потерей стоит причина. Но за этой причиной нередко стоит другая, более глубокая. А за ней — еще одна. Работать нужно именно с самой глубинной причиной, иначе улучшение будет временным.
Основные инструменты RCA:
Метод «5 Почему» — последовательное углубление в проблему. Спрашиваем «почему?» — получаем ответ — спрашиваем «почему?» снова. Как правило, пяти итераций достаточно, чтобы добраться до коренной причины. Например: деталь бракуется → почему? → размер выходит за допуск → почему? → инструмент изношен → почему? → нет системы планового обслуживания → почему? → никто не установил регламент → вот коренная причина.
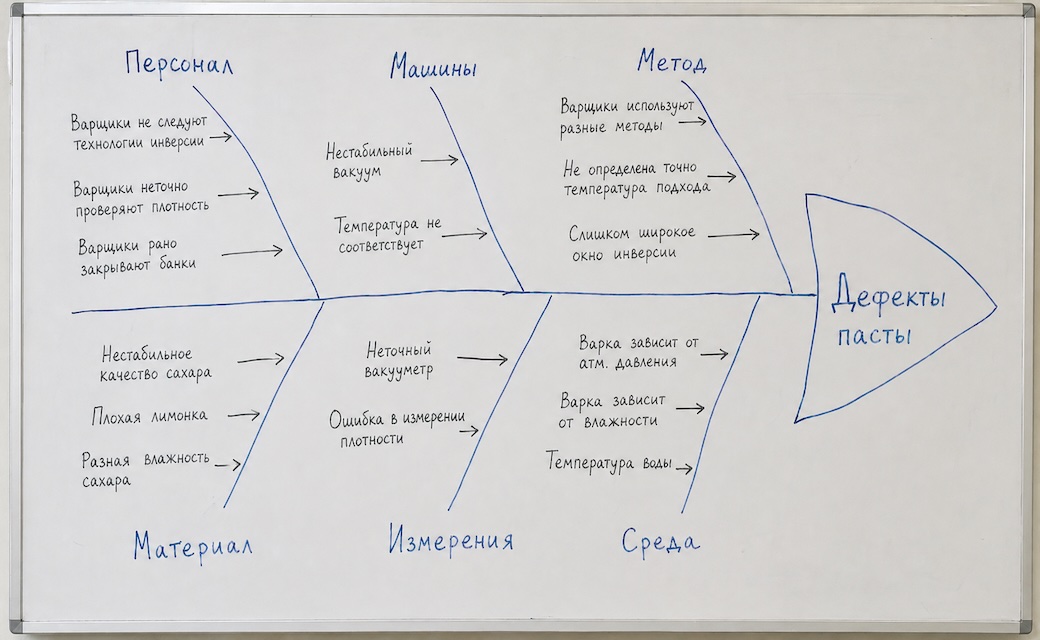
Диаграмма Исикавы («рыбья кость») — позволяет структурировать все возможные причины по категориям (оборудование, персонал, материалы, методы, среда, измерения). Полезна для мозгового штурма и систематизации гипотез.
Дерево причин — графическое построение причинно-следственных связей, позволяет не упустить альтернативные объяснения проблемы.
Контрольные карты Шухарта — инструмент статистического контроля, позволяющий отличить отклонения, обусловленные самой природой процесса, от отклонений, вызванных особыми причинами. Если процесс стабилен и вариация носит системный характер, поиск причин на уровне отдельных отклонений не имеет смысла — улучшения достигаются только через изменение самого процесса. Если же наблюдаются сигналы особых причин (выбросы, тренды, нестандартные последовательности), необходимо выявить и устранить конкретные факторы.
RCA нужен не всегда. Если инструмент лежит в трех метрах от рабочего места — не нужно строить диаграмму Исикавы, нужно просто переложить инструмент. Но для повторяющихся потерь, хронических проблем и ситуаций, когда предыдущие попытки улучшений не дали результата, — анализ коренных причин необходим.
Типичные ошибки при поиске и устранении потерь
Часто наблюдаются несколько ошибок, которые повторяются на разных производствах.
Отсутствие системного подхода. Улучшение «где проще» или «где первым заметили» — вместо работы с самыми значимыми потерями. Еще опаснее: повышение пропускной способности участка, который не является ограничением всего производства. Производство — это система. Улучшение одного звена без учета остальных может не только не помочь, но и навредить: больше продукции на входе узкого места — больше запасов и ожидания.
Фокус на симптомах, а не причинах. Дополнительные посты контроля вместо устранения источника дефектов. Увеличение буферных запасов вместо стабилизации поставок. «Пожаротушение»
вместо пожарной профилактики.
Разовые улучшения без стандартизации. Нашли потерю, устранили — и через три месяца все вернулось на прежние места. Без стандартизации (зафиксированных процедур, обучения, системы контроля) улучшения не закрепляются.
Игнорирование сотрудников. Решения, разработанные «сверху» без участия тех, кто работает в Гемба, либо не учитывают реальных условий работы, либо встречают скрытое сопротивление при внедрении.
Теория — это фундамент. Но настоящее понимание того, как работает бережливое производство, приходит только когда видишь все это в действии. Следующий раздел — реальный кейс, в котором каждая из описанных выше потерь нашла свое воплощение. Производство сахарной пасты, которое не справлялось со спросом при одновременно растущем складе готовой продукции и нестабильном качестве — хорошая иллюстрация того, как системная работа с потерями меняет экономику предприятия.
Кейс: как мы устраняли потери на производстве сахарной пасты
Контекст
Нас пригласили работать в косметическую компанию, название которой мы не раскрываем по условиям NDA. Это небольшая компания с производственным штатом немногим более 50 человек, выпускающая контрактную продукцию. Одно из направлений — уходовая косметика, второе, на тот момент новое — сахарная паста для шугаринга. Под это направление выделен отдельный цех: два вакуумных реактора по 500 литров для варки пасты, два сироповарочных котла для приготовления инвертного сиропа, полуавтоматическая машина для розлива, участок для остывания пасты и участок оклейки и упаковки.
Запрос руководства: увеличить производительность без роста издержек — рентабельность нового направления оставалась невысокой. При этом клиенты были недовольны сроком выполнения заказов и их не всегда удовлетворяло качество продукции.
Формирование рабочей группы
Первый шаг любого проекта — формирование рабочей группы. Важно, чтобы работой по поиску и устранению потерь занимались именно сами сотрудники. Причем, что не менее важно, чтобы рабочая группа по возможности включала в себя сотрудников разного уровня — как управленцев, так и работающих на местах. И, что еще важнее, чтобы в рабочую группу люди вошли по желанию, а не просто по разнарядке.
И тут выявились проблемы: технолог работает на два направления, занятость высокая, и он не готов участвовать. Рад бы, интересно, но явно видно — человек устал. Так как предстоящая работа была просто невозможна без технолога, пришлось детально обсуждать эту проблему и находить возможности. И тут выявилась первая потеря: выяснилось, что по сложившейся практике значительное время технолог фактически выполняет роль менеджера по закупке — контактирует с поставщиками, ищет активы, делает заказы. Договорились, что эту работу можно перепоручить менеджеру, и он будет подключать технолога только для важных консультаций. Не сразу, но сработало.
Другая проблема — у операторов: они на сделке, и участие в рабочей группе для них — время, которое им не оплачивается. Руководство компании не хотело оплачивать время участия операторов отдельно, опасаясь, что это превратится в источник «легких денег за просиживание в переговорке». По этой причине к нам не присоединились самые опытные операторы. Но зато один из молодых операторов загорелся идеей участвовать — и мы пригласили его. Это было даже лучше. Лучше человек, пусть с недостаточным опытом, но который хочет разбираться, чем люди, которых собрали за деньги или по приказу.
Итак, группа была собрана: в нее вошли руководитель производства, технолог, один из операторов, старшая смены фасовки, заведующий складом, менеджер по снабжению и консультант.
Что обнаружили в Гемба
Помимо запроса руководства, первичные наблюдения в Гемба и опрос персонала выявили следующую картину.
Нестабильность готовой продукции. Паста после производства имела один показатель плотности, но через несколько суток он менялся — причем непредсказуемо. Из-за этого банки с пастой «отстаивали» несколько дней, затем измеряли конечную плотность — и только потом передавали на оклейку и упаковку. Около 30% продукции не попадала в заданный диапазон плотности. Причем никто — ни технолог, ни операторы — не мог предположить, почему так происходит. Технология была новая, производств-ориентиров практически не было, и разобраться предстояло самостоятельно.
Разброс производительности между операторами. Один оператор за смену успевал произвести две варки, другой — только одну. Причем это не означало, что тот, кто произвел меньше, сделал качественнее. Корреляции между качеством и скоростью работы на тот момент совершенно не прослеживалось.
Запасы сырья. Неснижаемый запас сахара на складе — две недели работы производства. Более половины площади склада зарезервировано под сахар, потому что поставщик находился в Краснодарском крае, время поставки — неделя плюс неделя страхового запаса.
Запасы готовой продукции. На складе — полки с пастой, из которой время от времени приходилось выбраковывать продукцию с истекающим сроком хранения. При этом компания не справлялась со спросом.
Переварки. Если партия пасты выходила за пределы допустимой плотности, ее отправляли в «переварку» — длительный процесс переработки готовой пасты обратно в сырье. Одна-две переварки в неделю. Длительность переварки была в два раза больше, чем длительность самой варки. На вопрос «Зачем вы это делаете?» был ответ: «Ну как же, если сырье можно спасти и переработать — надо это делать». Звучало разумно и даже «бережливо», только при этом «спасаемое сырье» стоило дешевле, чем ресурсы, которые прилагались для его спасения.

Разделение на два направления работы
Поскольку задачи — стабилизация качества и повышение производительности — были взаимосвязаны, но требовали разных подходов, команда разделилась. Группа во главе с технологом сосредоточилась на качестве. Остальная часть команды продолжила сбор данных по производительности.
Работа над производительностью
Ожидание. Даже без построения диаграммы загрузки было очевидно: узкое место — этап варки пасты. Реакторов два, работают они в дневную смену. Один оператор делает две варки за смену, другой — одну. Ночью реакторы стоят.
Предложение организовать ночную смену поначалу встретило сопротивление сразу на нескольких уровнях: офис — нужно пересматривать устоявшиеся правила, а кто будет отвечать за ночные смены? Операторы — кто-то просто не хотел выходить на сутки, кто-то не хотел участвовать в стажировках новых людей. Но расчеты показывали, что запуск реакторов 24/7 увеличивает мощность всего производства почти в 2 раза, потому что все остальные мощности были сильно недозагружены. В итоге решение приняли. Не обошлось без потерь — один оператор ушел.
Запасы. Здесь картина оказалась богаче, чем казалось изначально.
- Запасы сырья: менеджер по снабжению работал с краснодарским поставщиком, потому что его цена была на 2% ниже, чем у московского с циклом поставки два дня. С точки зрения снабжения — выгодно. Но при этом компания постоянно держала в замороженном сырье более 2,5 миллиона рублей. Стоимость хранения, связанный капитал и риски не учитывались.
- Запасы НЗП: разлитая по емкостям паста ждала 2-3 суток перед передачей на оклейку. Это занимало отдельное помещение, превращенное в «склад НЗП», и существенно удлиняло производственный цикл.
- Запасы готовой продукции: около 12 тысяч банок на сумму порядка 4 миллионов рублей. При этом источников пополнения склада было два. Первый — паста, не попавшая в заданную плотность из-за нестабильности процесса. Второй — остатки от производства: отгрузка производилась кратно паллетам, а производство выпускало партии, оптимальные по загрузке оборудования. Остатки отправлялись на склад ГП в ожидании следующего заказа. А так как банки были брендированы под конкретного клиента, они могли там пролежать очень долго.
Еще до перевода операторов на круглосуточный режим стало ясно: если ничего не изменить, запасы ГП только вырастут. Изменить оптимальную загрузку реакторов было сложно — это затрагивало тонкие зависимости объема, температуры и вакуума.
Но разработать дополнительную техкарту для частичной загрузки — реально. В итоге помимо существующей карты на партию в 270 банок разработали карту на 200 банок.
Одновременно передали отделу продаж информацию о кратностях производственных партий — чтобы они начали согласовывать с клиентами заказы без остатков. Мы ожидали сопротивления, но с удивлением обнаружили, что клиентам это было не только не принципиально, но иногда даже удобнее. В итоге склад готовой продукции сократили более чем на 80%. Оставили площадь примерно под 2000 единиц для продаж через собственные каналы.
Работа над качеством
Чтобы разобраться в природе нестабильности, пришлось провести масштабную аналитическую работу: наблюдения, мозговые штурмы, диаграмма Исикавы, структурированные наблюдения, контрольные карты, хронометражи. В итоге выявили несколько факторов, влияющих на нестабильность плотности:
Качество сырья. Сахар одной категории (ТС2), но с разных заводов давал разный результат. С одного завода паста получалась стабильной, с другого — нет. Причем операторы подтвердили, что подозревали это: работая каждый день с тоннами сахара, они замечали, что сахар с разных заводов даже пахнет по-разному.
Точность соблюдения технологических инструкций. Инвертный сироп считался готовым при показании поляриметра -19…-20. Некоторые операторы, желая «ускорить процесс», начинали работать с сиропом при показании -15. Это напрямую влияло на итоговую плотность пасты.
Различия в методике варки. У разных операторов были разные, неформально сложившиеся детали процесса. Выяснились такие тонкости, которые было сложно объяснить даже технологу: процесс считался завершенным, когда температура и уровень вакуума приходили к определенным значениям. Однако кто-то из операторов подходил к этим значениям повышая температуру, а кто-то — удерживая температуру и повышая вакуум. И то и другое в итоге давало выход на нужные значения. Однако паста получалась разной.
Время розлива. Если в процессе розлива происходила задержка — например, не подвезли очередную партию банок, — оставшаяся в реакторе паста перегревалась и ее плотность повышалась.
Решение по качеству
Решили: сначала стабилизируем качество, затем наращиваем производительность. Выявили операторов, у которых при правильном сырье и соблюдении регламента розлива не было отклонений по плотности. На основе их работы составили Листы описания производственных операций (Job Breakdown Sheet). Ввели регламент на время розлива. Определили, с каких именно заводов нужно закупать сахар.
Несколько десятков смен — убедились, что процесс стабилизировался. Количество партий с дефектами снизилось с 30% до 2%. Оставшиеся 2% решили продавать по себестоимости материалов как специальное предложение: расчеты показали, что переварка или залеживание на складе обходится дороже.
Отдельная история — «избыточное качество». В процессе работы обнаружилось, что часть операторов вела варку на пониженных температурах — чтобы не допустить потемнения пасты из-за термического разрушения фруктозы. Паста получалась более светлой, прозрачной. Операторам нравилось делать качественный продукт — они так поступали даже на сдельной оплате, зарабатывая меньше. Но разница во времени цикла между «бережной» и стандартной варкой составляла около часа.
Мы уточнили у отдела продаж, насколько важен цвет пасты для клиентов. Оказалось — не важен. Занесли точные температурные режимы в регламент. Объяснять высококвалифицированным, ответственным операторам, что их «улучшение» является потерей, было непростым делом. Приятно, когда работники сами стремятся делать свою продукцию максимально хорошо — это проявление здоровых человеческих стремлений. Однако в конкретно этом случае это было больше, чем требовалось. Мы постарались убедить операторов, что если они будут делать варки быстрее, они смогут обеспечить своей продукцией большее количество людей — что на тот момент было важнее, чем цвет пасты.
Дальнейшая работа: вовлечение сотрудников
После первого этапа изменений на предприятии произошло нечто важное: сотрудники почувствовали, что они могут влиять на то, как работает компания. Другие работники — не из рабочей группы — стали сами предлагать улучшения: в разговорах, в курилке, при случайных встречах.
Мы решили использовать этот ресурс и ввели два формата: дважды в месяц — открытые собрания рабочей группы, на которые мог прийти любой сотрудник с описанием потери и обязательно с предложением решения. И — для тех, кому сложнее говорить публично — ящик для рационализаторских предложений со специально разработанной формой. В силу стеснительности работников первый формат не сработал. Но несколько предложений попали в ящик — и предложения продолжали поступать в курилках.
Уже после завершения работы консультантов рабочая группа, продолжившая самостоятельную работу, сделала еще ряд изменений:
Перенос грузового подъемника и изменение регламента доставки сырья. По сложившейся традиции операторы тратили около часа в день на то, чтобы забрать сырье от подъемника — тот находился в другом конце здания. Пришла идея перенести подъемник ближе к цеху. Расчеты показали срок окупаемости около трех месяцев. Пока шли согласования, внесли промежуточное решение: изменили регламент, и теперь работники склада доставляют сахар прямо до дверей цеха. А через 2 месяца состоялся перенос подъемника.
Малая механизация труда. Механические тележки-подъемники позволили пересыпать сахар из мешков в загрузочные емкости без физических усилий операторов. Это сократило время загрузки котлов и — что немаловажно — снизило физическую нагрузку на персонал. После внедрения всех этих инициатив все операторы стабильно вышли на 4 варки в сутки.
Были реализованы и другие инициативы: конвейер для ГП прямо в зону отгрузки, переход на систему предупредительного ремонта оборудования и многое другое.
Результаты проекта (8 месяцев)
- Количество негативных отзывов снизилось с 2% до 0,5%
- Оценка продукции на маркетплейсах выросла с 4,7 до 4,9
- Время производственного цикла сократилось с 4 суток до 18 часов
- Площадь склада «отстоя» пасты сократилась на 75%
- Запасы готовой продукции на складе снизились на 80%
- Запасы сырья сократились на 40% (при увеличении мощности производства) — за счет сокращения цикла заказа, уменьшения партий поставки и дисциплины поставок с поставщиками
- Мощность производства выросла в 2,5 раза без увеличения парка оборудования
- Производительность на оператора выросла на 35%
- Потери в виде брака снизились с 30% до 0,5%
- Маржинальность производства повысилась более чем в 2 раза

Заключение: потери — это скрытые возможности
Мы привели этот кейс не для того, чтобы продемонстрировать результаты, а для того, чтобы показать: устранение потерь — это не магия и не результат одного гениального решения. Это системная, последовательная работа: наблюдение, измерение, анализ, решение, стандартизация, вовлечение людей.
Начать можно с малого. Просто зайдите в цех. Посмотрите, что происходит. Спросите операторов, что им мешает работать. Первые потери обнаружатся быстро — начните с них. И это станет точкой отсчета реальных изменений.
Если вы хотите провести диагностику потерь на вашем производстве или обсудить, с чего начать внедрение бережливого производства — свяжитесь с нами. Мы работаем с производственными предприятиями разного масштаба и профиля.
Частые вопросы о потерях в бережливом производстве
Что такое потери в бережливом производстве?
Потери (муда, ムダ) — это любые действия или процессы, которые потребляют ресурсы, но не создают ценности для клиента. Классическое определение сформулировал Тайити Оно, создатель Производственной системы Toyota. К потерям относится все, за что клиент не платит и не готов платить: ожидание, лишняя транспортировка, дефекты, избыточные запасы и другие виды неэффективности.
Чем потери первого рода отличаются от потерь второго рода?
Потери I рода — это действия, которые не создают ценности, но без которых нельзя обойтись при текущей организации производства: уборка, обязательная отчетность, плановое техобслуживание. Их нельзя просто «взять и убрать» — их можно только минимизировать. Потери II рода — это то, что можно устранить без коренной перестройки системы: дефекты из-за нарушения регламента, лишние движения из-за неудобного рабочего места, ожидание из-за несбалансированного потока. Работа по бережливому производству в первую очередь направлена именно на потери II рода.
Сколько видов потерь — 7 или 8?
Тайити Оно изначально выделил 7 видов потерь: перепроизводство, ожидание, транспортировка, избыточная обработка, запасы, лишние движения и дефекты. Восьмой вид — неиспользованный потенциал людей — появился позднее, уже в западной школе Lean. Сегодня в большинстве практических методологий принято говорить о 8 видах потерь.
Что такое муда, мура и мури?
В Производственной системе Toyota выделяют три вида проблем, снижающих эффективность. Муда (ムダ) — это потери, то есть действия без ценности. Мура (ムラ) — это неравномерность: колебания в загрузке, темпе или качестве, которые сами по себе порождают потери. Мури (無理) — это перегрузка:
избыточные требования к людям или оборудованию сверх их возможностей. Все три явления взаимосвязаны: неравномерность (мура) нередко приводит к перегрузке (мури), а та, в свою очередь, — к потерям (муда).
С чего начать работу с потерями на производстве?
Начать стоит с наблюдения в Гемба — прийти в цех и внимательно посмотреть, как реально выполняется работа. Параллельно — поговорить с сотрудниками: они, как правило, хорошо знают, где возникают сложности. После этого — визуализировать процессы (VSM, диаграмма спагетти) и собрать данные по наиболее значимым гипотезам. Диаграмма Парето поможет выделить те потери, которые дают наибольший эффект, — с них и начинать. Неплохо, конечно, сначала пройти обучение Основам Бережливого производства.
Какие инструменты используют для выявления потерь?
Для выявления потерь применяют сочетание визуализации, замеров и анализа данных. Карта потока создания ценности (VSM) показывает потери на уровне всего производства — запасы, ожидание, дисбаланс между этапами. Диаграмма спагетти выявляет лишние перемещения операторов и материалов. Хронометраж и контрольные листы фиксируют фактическое время операций и частоту проблем. Диаграмма Парето помогает выделить самые значимые потери, на которых стоит сосредоточиться в первую очередь.
Для более глубокого анализа используют статистические инструменты (гистограммы, диаграммы рассеяния, контрольные карты) и методы поиска причин — «5 Почему» и диаграмму Исикавы.
Можно ли полностью избавиться от потерь?
Нет. Потери I рода существуют на любом производстве — они неотделимы от реальных условий работы. Потери II рода теоретически устранимы, но на практике абсолютного идеала не достичь: устранение одних потерь нередко открывает новые, более тонкие. Задача бережливого производства — не достичь идеала, а создать систему, которая непрерывно выявляет и устраняет потери лучше, чем это делают конкуренты.