









Задача
Перед командой консультантов стояла задача разработать планировку цехов нового производства светильников и опор освещения, отвечающую принципам Бережливого производства.
Проект относился к greenfield-формату: на старте уже были понятны целевые продуктовые группы и плановые объёмы, однако часть нормативно-справочной информации ещё находилась в уточнении, что типично для новых производств на ранней стадии подготовки.
Дополнительную сложность задавало сочетание трёх производственных стратегий: ETO (Engineer-to-Order – изготовление по индивидуальному заказу с проектированием), MTO (Make-to-Order – изготовление под заказ) и MTS (Make-to-Stock – производство на склад). Поэтому будущая планировка изначально должна была учитывать не только текущую, но и перспективную вариативность потока.
Подход: Systematic Layout Planning
В подобных проектах сначала необходимо спроектировать будущую жизнь производства: как будут двигаться материалы, какие участки должны быть связаны между собой, где потребуются буферные зоны и супермаркеты, где пройдут основные логистические маршруты, как должны быть сгруппированы энергетические и коммуникационные кластеры.
Без этого схема цеха быстро превращается в набор локально удобных решений, которые впоследствии приводят к избыточным перемещениям, перегруженным зонам, удорожанию инженерной инфраструктуры и сложностям в управлении производством. Только после системной проработки этих вопросов планировка начинает работать как целостная производственная система.
Методической основой проекта был выбран подход Systematic Layout Planning — систематическая разработка планировки производства. SLP — это структурированная методология, которая позволяет последовательно пройти путь от анализа продуктовых потоков и объемов выпуска к определению взаимосвязей между функциональными зонами, расчету потребности в площадях и формированию пространственной компоновки.
На каждом шаге решения опираются на данные предыдущего этапа, а не на интуицию или привычные схемы размещения. Это позволяет увязать требования потока, соседства участков, логистики и инженерных коммуникаций в единое рабочее решение.
Два независимых производственных блока
Довольно быстро стало понятно, что производство состоит из двух фактически независимых потоков – производства светильников и опор освещения. Это две полностью разные технологические логики – производство электротехнической продукции и металлоконструкций. Каждая из них требовала собственного подхода к размещению зон, расчёту площадей и организации потока.
 Производство светильников
Производство светильников
Производство светильников имеет характерный для сборочных производств A-образный поток: большое количество материалов и компонентов сходится в ограниченное число готовых изделий. Это сразу задало центральную роль зоне сборки – именно вокруг неё стала выстраиваться логика размещения супермаркета, связи со складом материалов, порошковой окраской и остальными участками.
Одновременно были выделены зоны, которые требовали пространственного разделения из-за пыли, запахов, вредных факторов, вибраций и требований к чистоте процесса. Благодаря этому планировка формировалась не только по логике движения материала, но и с учётом того, как производство будет работать в ежедневной эксплуатации.
 Производство опор освещения
Производство опор освещения
Производство опор освещения, напротив, строится вокруг последовательной обработки металла. Здесь определяющим критерием близости участков становилось технологическое соседство: металлопрокат, обработка, нанесение покрытий и финишные операции должны были образовать последовательную и технологически связанную цепочку.
Крупногабаритные изделия, зоны цинкования и порошковой окраски, а также требования к грузоподъёмной технике задали принципиально другую идеологию размещения, чем в блоке светильников. В результате для этого блока была сформирована собственная структура функциональных зон и собственное планировочное решение.
Ход работы
Технологическая база. Работа шла поэтапно. Сначала совместно с технологами заказчика были проработаны и верифицированы технологические маршруты, затем сформирована база данных производственных операций. На этой основе выполнены расчеты загрузки оборудования, потребности в рабочем времени персонала, места размещения и объемы супермаркетов, загрузка и требования к внутрипроизводственной логистике.
Зонирование и анализ взаимосвязей. Следующим шагом были определены производственные, складские, вспомогательные и административные зоны, после чего команда перешла к анализу их взаимосвязей и ограничений по размещению.
В этой части использовались КПСЦ (карта потока создания ценности), ARC (схемы связей функциональных зон), ARD (диаграммы активностей функциональных зон), SRD (диаграммы взаимосвязей площадей).
Такой набор инструментов позволил сначала зафиксировать структуру потока и требования к соседству участков, а затем перевести их в пространственную логику.
Пространственные расчеты и планировка. Только после этого были выполнены пространственные расчеты и построена блочная 2D-планировка. Для каждой зоны рассчитали необходимые площади, уточнили требования к взаимному расположению и выделили ключевые кластеры по энергетике, вентиляции, логистике и управлению.
Это позволило заранее предусмотреть места для супермаркетов, складов, проходов, коммуникаций и вспомогательных помещений, а не оставлять эти вопросы на стадию последующей доработки.

Результаты
По итогам этапа заказчик получил:
- Концептуальные планировки. Концептуальные планировки двух производственных блоков с самостоятельной логикой размещения функциональных зон.
- Зонирование. Около 40 производственных, складских, вспомогательных и административных зон, определенных, описанных и увязанных между собой по требованиям потока и размещения.
- Расчет загрузки. Расчет загрузки оборудования и потребности в операторах основного производства — в объеме более сотни человек в зависимости от принятых режимов работы и конфигурации запуска.
- Логистический калькулятор. Логистический калькулятор, который может использоваться не только на этапе проектирования, но и дальше — для формирования производственных нормативов и расчета производственных заданий при запуске и эксплуатации производства.
- Подготовка ко 2-му этапу. Необходимый объём информации для детальной расстановки оборудования, окончательному уточнению границ функциональных зон и проработке внутрипроизводственных логистических маршрутов.
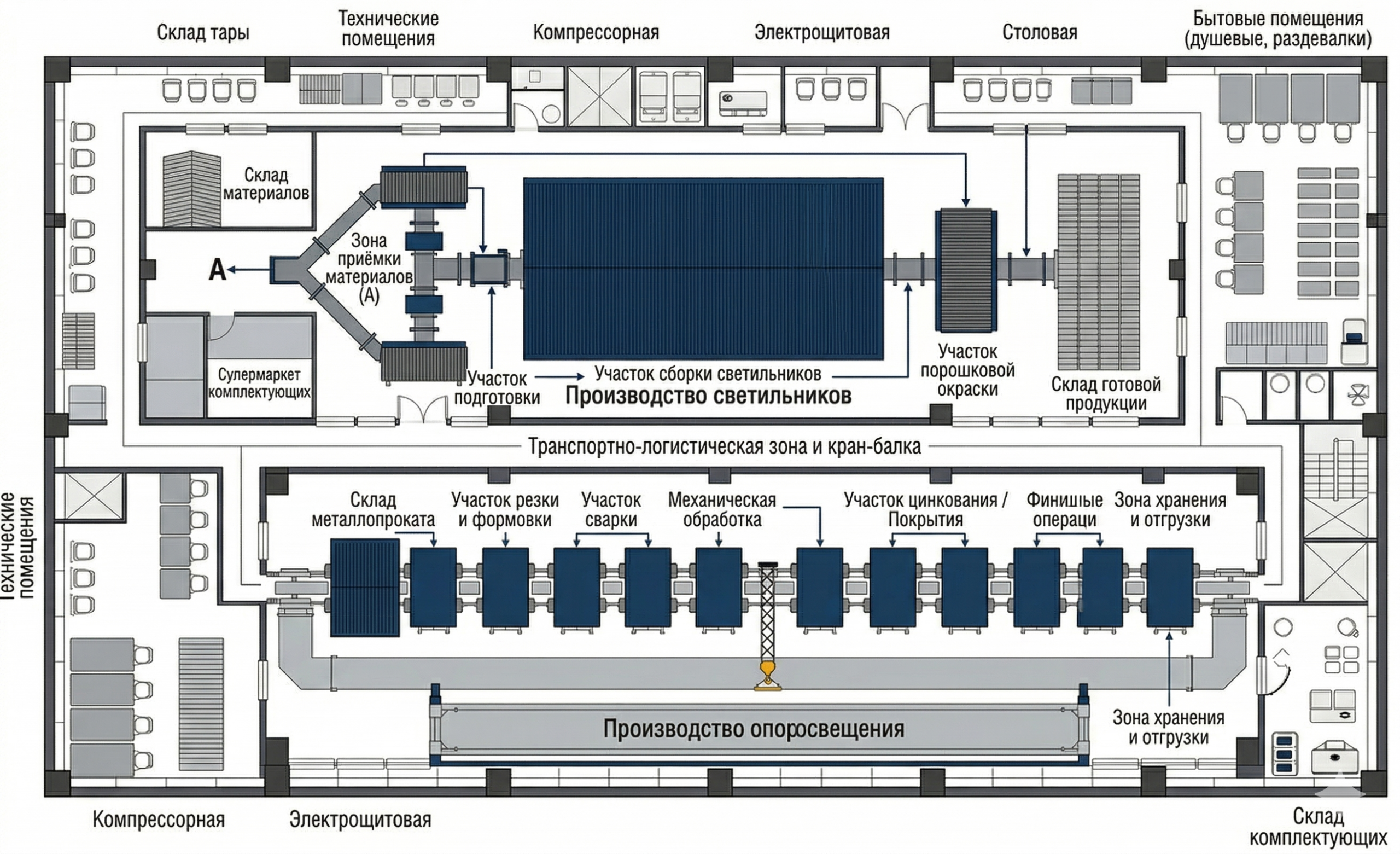 Рис. Иллюстрация блочной 2D-планировки производства
Рис. Иллюстрация блочной 2D-планировки производства
Методы и инструменты проекта
- P-Q анализ – для увязки продуктовых групп с объёмами выпуска и выбора логики потока.
- КПСЦ – карта потока создания ценности, для описания и анализа потока создания ценности, выявления ключевых участков и потерь.
- ARC (Activity Relationship Chart) – схема взаимосвязей функциональных зон, для оценки близости и значимости соседства между зонами.
- ARD (Activity Relationship Diagram) – диаграмма взаимосвязей функциональных зон для перевода логики взаимосвязей в схему относительного расположения участков.
- SRD (Space Relationship Diagram) – диаграмма взаимосвязей площадей для пространственной увязки зон с учётом рассчитанных площадей.
- Блочная 2D-планировка – для формирования концептуальной схемы размещения без преждевременной детализации на уровне оборудования.
- Логистический калькулятор – для определения узких мест, режимов работы оборудования, нагрузки логистических маршрутов, планирования площадей под супермаркеты и прочие зоны хранения, а также расчёта потребности в персонале на всех этапах проектирования, запуска и эксплуатации производства.
Консультанты проекта: Ереничев А., Карбаинов А., Ковалёв В.
Подробнее о том, как мы применяем SLP и другие методы проектирования производственных систем — в разделе Разработка планировочного решения.


